
വ്യവസായ വാർത്ത
ഫോക്കസ് ക്രമീകരണം പ്ലേറ്റിന്റെ കനം അനുസരിച്ചാണ്.
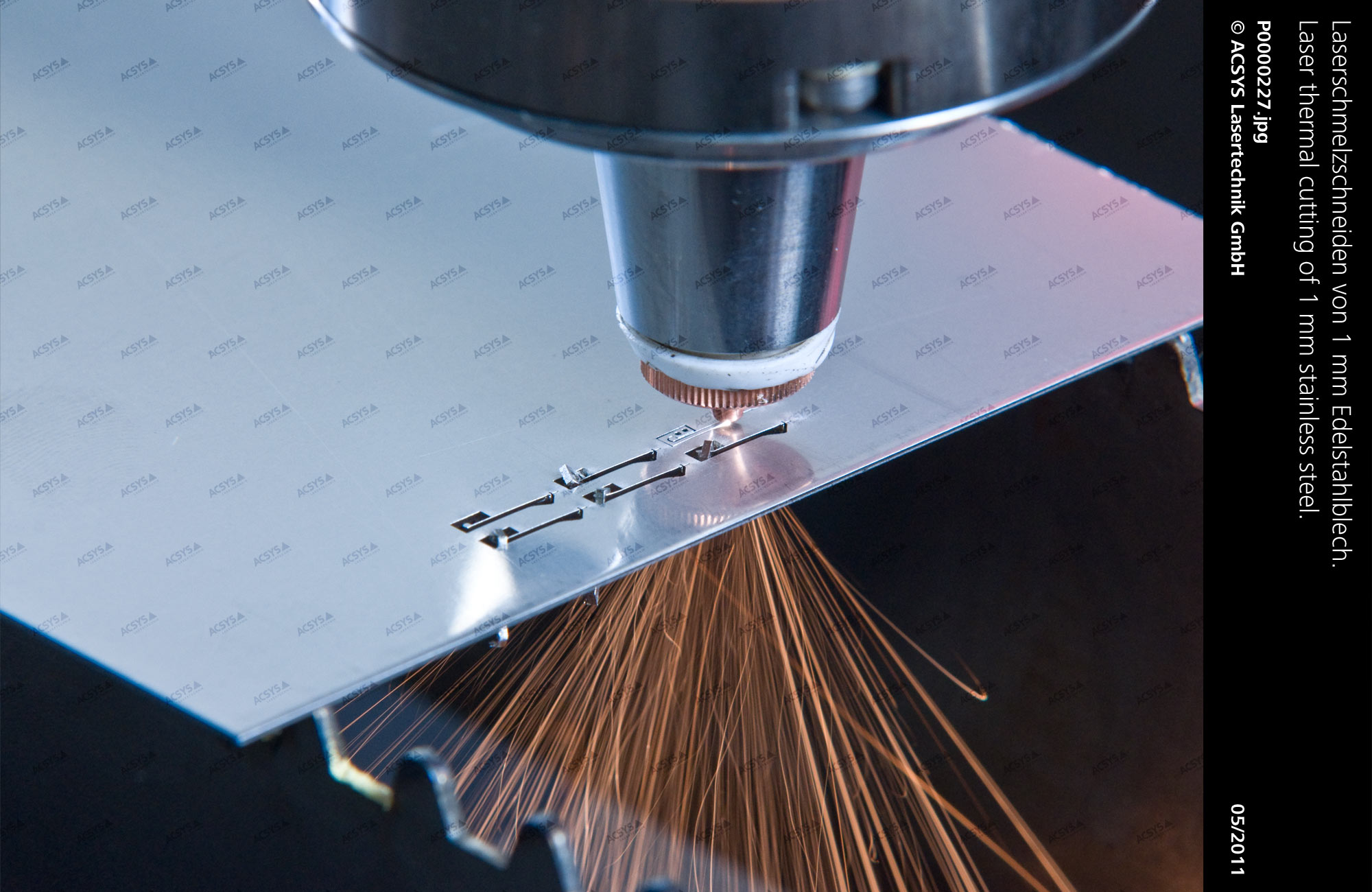
സ്റ്റെയിൻലെസ്സ് സ്റ്റീൽ :
1. മുകളിൽ ഫോക്കസ് ചെയ്യുക, കട്ടിംഗ് ഉപരിതലം കൂടുതൽ തെളിച്ചമുള്ളതാണ്.
2.ഫോക്കസ് ലോവർ, കൂടുതൽ പരുക്കനായതിന്റെ കട്ടിംഗ് ഉപരിതലം.
3. താഴത്തെ പ്രതലത്തിൽ ഹാർഡ് തൂങ്ങിക്കിടക്കുന്നതിനുള്ള സാധ്യമായ കാരണം: ഫോക്കസ് വളരെ കൂടുതലാണ്, വേഗത വളരെ കുറവാണ് അല്ലെങ്കിൽ മർദ്ദം വളരെ ചെറുതാണ്.
4. താഴത്തെ പ്രതലത്തിൽ മൃദുവായ തൂങ്ങിക്കിടക്കുന്നതിനുള്ള സാധ്യമായ കാരണം: ഫോക്കസ് വളരെ കുറവാണ്, വേഗത വളരെ വേഗതയുള്ളതാണ്, മർദ്ദം വളരെ ചെറുതാണ് അല്ലെങ്കിൽ പവർ വളരെ കൂടുതലാണ്.
5.വെട്ടാൻ പരാജയപ്പെടുക: ഫോക്കസ് ശരിയായ ഉയരത്തിലല്ല, പവർ വളരെ കുറവാണ് അല്ലെങ്കിൽ വേഗത വളരെ വേഗത്തിലാണ്.
കാർബൺ സ്റ്റീൽ:
1.താഴത്തെ പ്രതലത്തിൽ ഹാർഡ് ഹാങ്ങിംഗ് ബർറിന്റെ സാധ്യമായ കാരണം: ഫോക്കസ് വളരെ കുറവാണ്, വേഗത വളരെ വേഗത്തിലാണ് അല്ലെങ്കിൽ സമ്മർദ്ദവും ശക്തിയും വളരെ ചെറുതാണ്.
2. പരുക്കൻ കട്ടിംഗ് ഉപരിതലത്തിന്റെ സാധ്യമായ കാരണം: ഫോക്കസ് വളരെ ഉയർന്നതാണ്, മർദ്ദം വളരെ കൂടുതലാണ്, പവർ വളരെ കൂടുതലാണ് അല്ലെങ്കിൽ മെറ്റീരിയലിന്റെ പ്രശ്നം.
ജിനൻ റൂയിജി മെക്കാനിക്കൽ എക്വിപ്മെന്റ് കമ്പനി, ലിമിറ്റഡ്.
കോൺടാക്റ്റുകൾ: എല്ല വു 丨 Ruijie ഓവർസീസ് ഡിപ്പാർട്ട്മെന്റ്.
മൊബൈൽ/Wechat/WhatsApp: +86 15662795932
വെബ്: www.ruijielaser.cc/en
ചേർക്കുക: Xinsheng ബിൽഡിംഗ്, ഹൈടെക് സോൺ, ജിനാൻ സിറ്റി, ഷാൻഡോംഗ് പ്രവിശ്യ, ചൈന.
പോസ്റ്റ് സമയം: ജനുവരി-19-2019